What needs to be considered when bending tubes? – Design tips and material selection for bent CNC components
The manufacturing industry is facing profound change. Digitalization, automation and global supply chains are not only changing production processes, but also the way companies procure CNC and sheet metal components. In view of increasing demands for speed, flexibility and quality as well as a growing shortage of skilled workers, more and more industrial companies are…
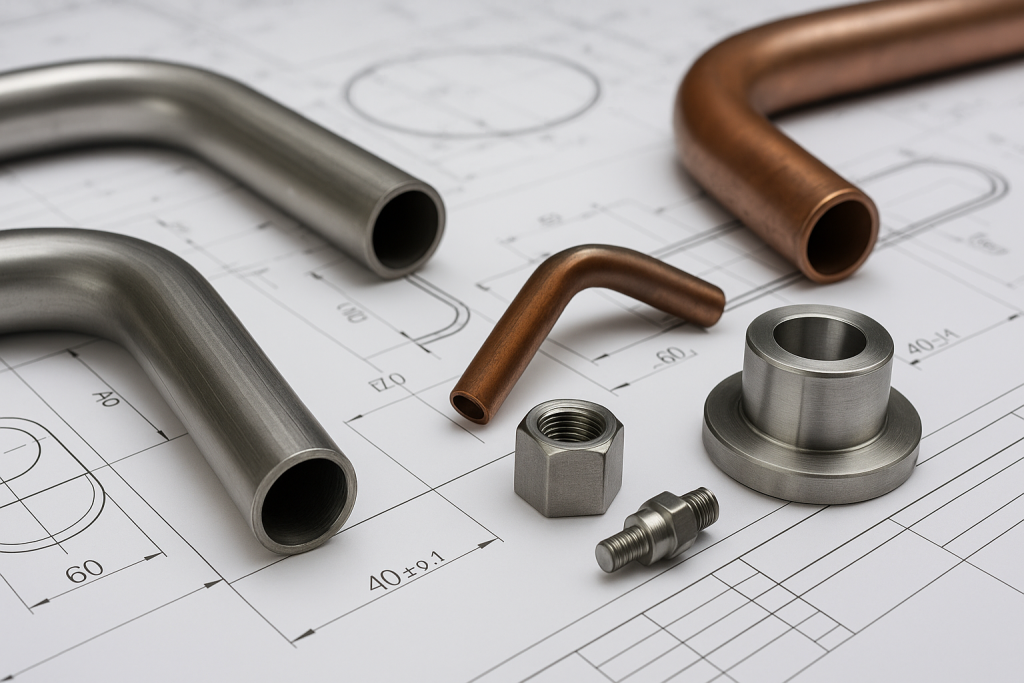
Tube bending is an essential process in CNC manufacturing, especially when it comes to producing functional, flow-optimized or space-saving pipelines. However, there are many challenges lurking between the CAD model and the finished component. To ensure that your project runs smoothly, a few basic rules should already be taken into account during the design phase.
Choice of material for tube bending
Not every material is equally suitable for pipe bending. The decisive factors are properties such as formability, wall thickness and the risk of cracking or ovalization.
Suitable materials for pipe bending:
- Stainless steel (e.g. 1.4301 / V2A)
- Aluminum (e.g. EN AW-6060, 6082)
- Copper alloys
- Steel alloys with high ductility
Less suitable materials:
- High-strength or brittle steels without special bending properties
- Cast iron
Tip: The thinner the wall with a large bending radius, the greater the risk of cross-sectional changes.
Design guidelines for pipe bending parts
To ensure that your components can be bent efficiently and without errors, you should observe the following design tips:
1. Observe the minimum bending radius
The bending radius should be at least 2 to 3 times the outer diameter of the pipe. Smaller radii often lead to ovalization or material failure.
2. Prefer uniform wall thicknesses
Avoid abrupt changes in wall thickness in the bending area, as these can lead to instability or cracks.
3. Avoid press-fitting and drilling in the bending area
All indentations or drill holes should be located outside the bending zones, otherwise they will have a negative effect on the forming process.
4. Combine bends with sufficient straight sections
Leave at least 1 to 2 times the pipe diameter as a straight section before and after the bend.
Get a quote for your parts
Delivery times
Avoid common mistakes when bending pipes
- Bending radii that are too small regardless of the material
- Components without sufficient straight section before bending
- Tolerances not matched to the bending process
- No simulation or material tests in advance
A brief comparison
Tube bending or welding?
| Criterion | Tube bending | Welding |
|---|---|---|
| Production costs | Low for series production | Higher due to more working hours |
| Component strength | Homogeneous, without separation points | Depending on seam quality |
| Tightness | Very good | Seam inspection required |
| Geometry flexibility | Restricted by bending radii | High for complex assemblies |
| Post-processing effort | Minor to not required | Grinding, testing, straightening if necessary |
| Optics | Smooth, uniform geometry | Visible seams, discoloration |
| Cycle time in series | Very short, can be automated | Higher, depending on the welding process |
Conclusion: Better bending with CNC24
With the right design guidelines, suitable materials and an experienced production partner, high quality, tight tolerances and short cycle times can be achieved in tube bending. CNC24 supports you – from the initial inquiry to delivery.
FAQ Pipe bending
Frequently asked questions about tube bending
What is the minimum bending radius for pipe bending?
As a rule of thumb, the bending radius should be at least 2 to 3 times the outer diameter – depending on the material.
Which materials are particularly suitable for pipe bending?
Aluminum (e.g. EN AW-6082), stainless steel (1.4301), copper and softer steel alloys with high ductility can be bent easily.
How do I avoid ovalization or material failure?
By selecting a suitable bending radius, uniform wall thicknesses and suitable materials – as well as a professional tool design.
Can pipes with holes or slots be bent?
Drill holes in the bending area should be avoided as they weaken the structure. Alternatively: Bending before mechanical processing.
What tolerances are realistic for tube bending?
Depending on the process and material, tolerances in the range of ±0.5 mm to ±1 mm are common – CNC24 provides project-specific advice on this.
Any further questions?
About CNC24
CNC24 is the transparent manufacturing cloud for the global procurement of components. With just one contract and contact partner, CNC24 provides access to more than 500 selected manufacturers from all over the world.
CNC24 specializes in plastic and metal components using the production methods of milling, turning, sheet metal processing, die casting, injection moulding and 3D printing.
For quality control, all parts undergo an additional test process in the in-house measuring center before they are delivered. CNC24 was founded in 2019 by co-founders Willi Ruopp and Marlon Gerat. The start-up serves all industrial sectors with a need for production parts – from special machinery and plant engineering to IOT and medical, testing and measurement technology.
Get a quote for your parts
Related Posts
-
 CNC
CNCMaterial selection in CNC manufacturing: Why machinability is crucial
The manufacturing industry is facing profound change. Digitalization, automation and global supply chains are not only changing production processes, but also the way companies procure CNC and sheet metal components. In view of increasing demands for speed, flexibility and quality as well as a growing shortage of skilled workers, more and more industrial companies are turning to online manufacturing - i.e. the digital and efficient procurement of CNC parts via specialized platforms. In this article, you will find out what online manufacturing actually means, what advantages it offers over traditional procurement channels - and why CNC24 sets standards in terms of quality, speed and service as a digital manufacturing partner.
-
 Case Study
Case Study3D printing with metal-process & application explained
The 3D metal printing process is currently the most innovative and fascinating technology on the market.
-
 Manufacturing
ManufacturingProduction of pressed parts: Guide to manufacturer selection
Find out everything you need to know about the production of pressed parts and what is important when choosing the right manufacturer in our guide.
-
 CNC
CNCHave CNC components manufactured online: Efficiency, quality & your partner CNC24
The manufacturing industry is facing profound change. Digitalization, automation and global supply chains are not only changing production processes, but also the way companies procure CNC and sheet metal components. In view of increasing demands for speed, flexibility and quality as well as a growing shortage of skilled workers, more and more industrial companies are turning to online manufacturing - i.e. the digital and efficient procurement of CNC parts via specialized platforms. In this article, you will find out what online manufacturing means in concrete terms, what advantages it offers over traditional procurement channels - and why CNC24 sets standards in terms of quality, speed and service as a digital manufacturing partner.
-
 CNC
CNCCNC turning and milling – which is better?
manufacturing process in the industry. With the help of modern computer technology and AI, the most complex shapes are created seemingly effortlessly from turned or milled parts.
-
 Sheet Metal Processing, Manufacturing
Sheet Metal Processing, ManufacturingMIG/MAG welding: What is it?
The MIG/MAG welding process is as popular as ever. One of the reasons for this is its speed and cost-effectiveness.